设备云的应用使制造过程透明,数控机床不再是传统的机械设备,而变成了一台智能终端,成为新工业革命的基础。本文通过设备云对加工、实时状态、机床坐标、刀具、程序信息、PLC、寄存器的监控及机床利用率与加工效率的分析介绍了设备云的应用。
设备云是运用物联网、大数据,通过统计分析等智能化手段提高工作效率和质量,提高设备的健康状况,从而提升车间的智能化管理,其典型结构如图1所示。
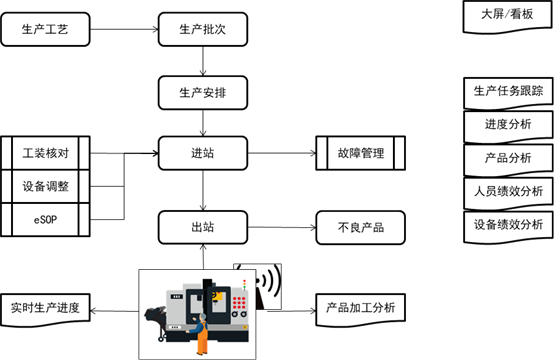
图1 设备云的结构
1.1 加工状态监控
管理产线机床的运行状态信息,通过平面图或者列表展示等方式,可实时监控机床的当前状态信息。包括模拟车间平面图查看车间机床状态(运行、离线、报警、空闲),并通过不同的颜色灯闪烁显示当前状态。
可以对机床进行查找,包括所属车间、机床型号、数控系统型号、关键字等进行机床快速定位搜索,如图2所示。也可以通过列表形式快速查看机床状态概览,如图3所示。
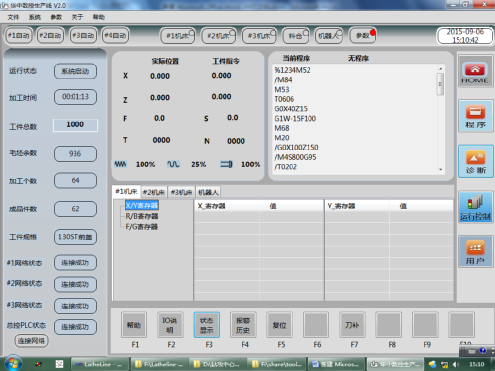
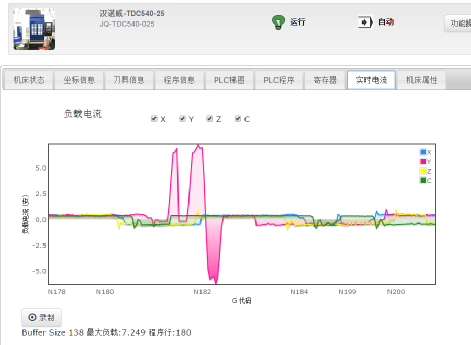
对正在运行的机床关键数据进行监控,包括坐标数据、剩余进给、负载电流、刀具信息、工件加工件数统计信息、当前运行的G代码信息,面板状态信息等,如图4所示。
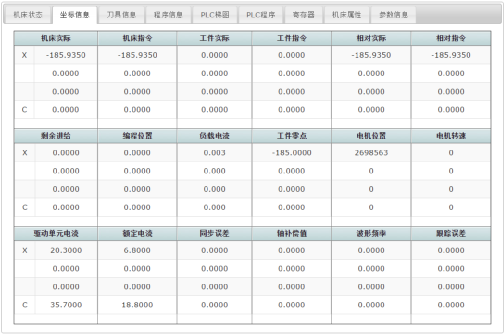
坐标信息监控,如图5所示。监测机床各部件关键性参数信息,包括机床实际、机床指令、工件实际、工件指令、相对实际、相对指令、剩余进给、编程位置、负载电流、工件零点、电机位置、电机转速、驱动单元电流、额定电流、同步误差、轴补偿值、波形频率、跟踪误差等数据信息。
刀具信息监控主要监控当前机床配备的刀具情况,如图6所示。
如图7所示,程序信息监控主要是监测当前机床运行的G代码信息,包括G代码的名称、整个程序的行数统计、G程序的详细内容、G代码当前运行的行数、指令内容、当前的模态信息、运行的时间、所剩时间等信息。
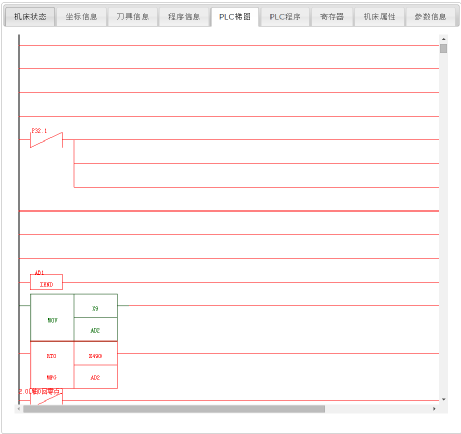
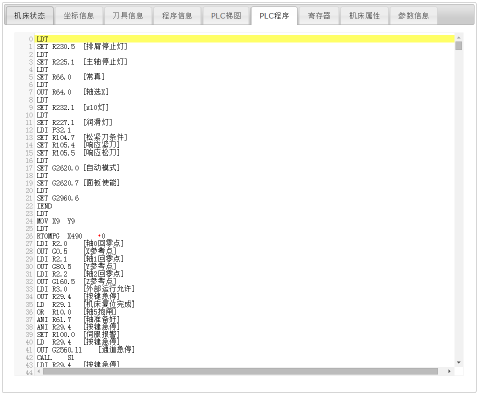
PLC监控如图8所示,主要监控机床当前的PLC梯形图,同时标注了PLC的状态,红色非联通状态、绿色联通状态。也可将梯形图解析成PLC指令代码,如图9所示。
寄存器监控如图10所示,主要监控数控系统寄存器实时状态。
数控系统参数管理如图11所示,主要对机床状态、NC参数、版本比较等进行管理。
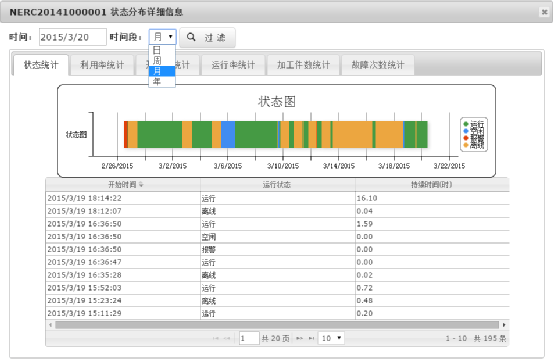
机床状态统计列表包括在某一时间段内机床编码、机床型号、数控型号、所属车间等,图12列出了其统计数据,方便用户知晓机床工作状态。
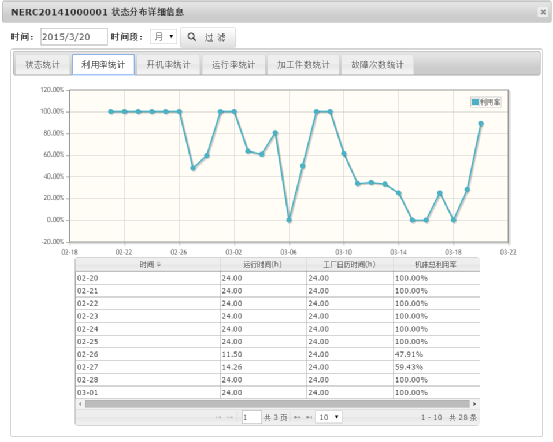
如图13所示,点击某一编码,即可查看该设备的详细信息。同时,也可切换页面查看该机床利用率统计、开机率统计、运行率统计等折现图,并配备相应的列表,明确统计状态时间和各效能效率计算方法,如图14所示。
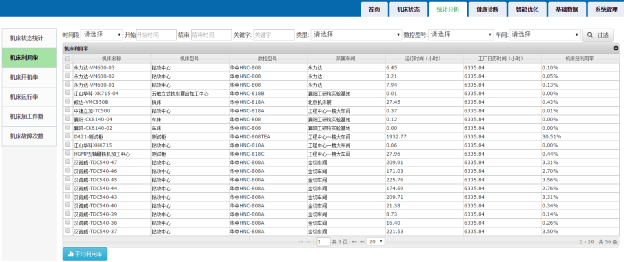
机床利用率、机床开机率、机床运行率、都以列表形式呈现机床运行时间、工厂日历时间、机床总利用率等信息。勾选某几台机床还可以算出平均利用率。在搜索框中输入条件,可以按条件进行筛选,如图15、16、17所示。
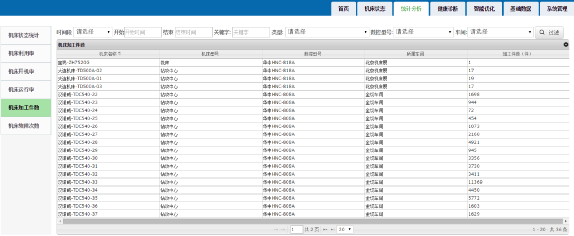
机床加工件数以列表形式呈现机床名称、机床型号、数控型号,所属车间,加工件数等信息。在搜索框中输入条件,如图18所示。
机床故障次数以列表形式呈现机床型号、平均修理时间,平均故障间隔期,上下次维保时间等信息,如图19所示。
通过对程序仿真数据、工件加工时电流波形数据、以及声音震动数据的分析,判断工件G代码的优劣,并定位可优化的G代码的行号,如图20所示。
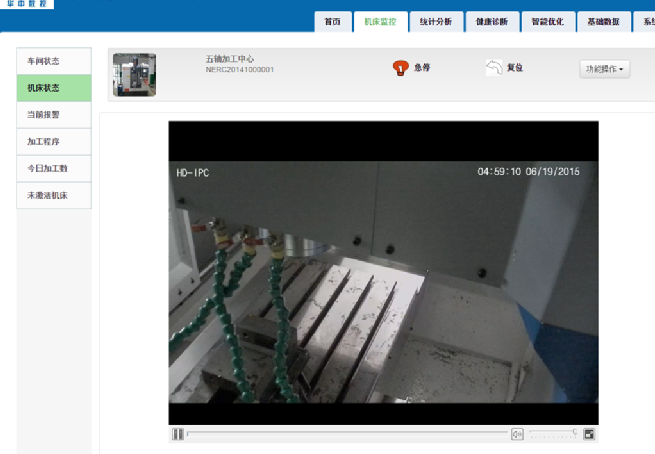
如图21所示,可通过视频监控查看机床运行状态。同时可进行录制和回放。
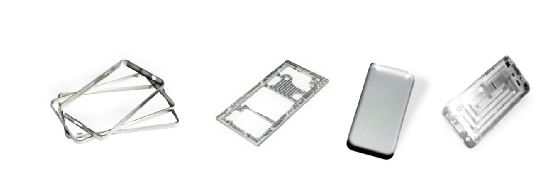
手机外壳一般采用铝合金、不锈钢等材料通过高速加工而成的,其效果图如图22所示。其加工过程是钻攻中心缺料→感应缺料→ PLC中央控制台 →机器人启动取料→ 上料到1#钻攻中心→上料到2#钻攻中心→ 取1#钻攻中心到3#钻攻中心(取2#钻攻中心到3#钻攻中心)→从3#钻攻中心下料。
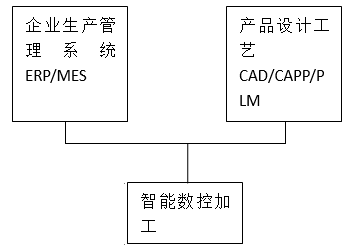
如图23所示,设备云是数字化车间中的基础,也是核心模块。其应用顶层是企业管理和产品设计,顶层系统完成任务排程下发和工艺设计,根据加工工艺和生产计划实现智能加工。
实现工艺的生产线控制;多生产线单元的统一管理,效率分析,程序管理,监控诊断,智能优化。为ERP/MES CAPP/PLM提供大数据,实现企业信息化连通。
实现对数控机床的状态监控及控制功能,包括报警、报警历史、寄存器、刀补、机床位置、加工程序、进给倍率、快移倍率、主轴倍率等;可监控自动料仓及机器人的实时运行状态,控制各单元之间交互,确保各单元安全、可靠地运行。
总控PLC数控机床、自动料仓、机器人之间交互信号的处理,状态监控、安全保护等;实现各设备的I/O信号,通过总控PLC进行通讯和逻辑运算,协调各设备的动作顺序,确保加工的顺利进行和设备的安全。
上位机包括总控PLC、人机交互的显示器及上位机控制软件等;可监测数控机床的状态,控制系统各设备信号交互等;主要实现系统的实时监视。通过以太网与数控机床和总控PLC相连接,在线监测并记录机床、机器人、料仓等设备的工作状态、参数、I/O信号等,自动统计加工件数。
生产信息通过网络传送,并记录,可实时查阅,为企业建立MES系统提供了条件,并可进一步实现数据孪生管理。
设备云不仅能服务于零件加工,同时可提供管家式服务,只要点击终端,就可对此进行监控。可实现产品并行设计,缩短研发周期,降低成本;进一步实现产业链上下游信息的共享,支撑企业间的网络化协同发展,形成具有行业特色的知识库,促进资源共享。
– 参考资料 –
[1] 张曙. 混合加工挑战传统[J]. 现代制造现代金属加工,2015(12):9-11.
[2] Rombouts M, Maes G, Hendrix W, et al. Surface Finish after Laser Metal Deposition[J]. Physics Procedia, 2013, 41(1):810-814.
[3] Wang Z, Liu R, Sparks T, et al. Stereo vision based hybrid manufacturing process for precision metal parts[J]. Precision Engineering, 2015(42):1-5.
[4] 韩鸿鸾,时秀波,孙林,等. 工业机器人工作站的集成一体化教程[M]. 西安:西安电子科技大学出版社,2022.
[5] 樊留群,张曙. 虚拟数控机床(下)[J]. 机械设计与制造工程,2017(10):1-6.
( ̄▽ ̄)"本网站为公益网站,部分内容来源于网络,如侵犯到您的权益,请留言联系站长删除!