在数字化工厂时代,计划员无需下车间巡线而耗费大量的时间,可以通过计划面板直观了解车间的生产实况及时作出计划和调整。
作者:MPDV中国曹海勇博士原创。曹海勇,同济大学工学博士,中国首批中德合作培养研究生。毕业后加入西门子德国,参与西门子德国安倍格工厂MES项目,2011年协助MPDV总部进入中国市场。深耕MES领域20余年,有着丰富的行业经验,拜访全球超过900家不同行业的制造企业,非常熟悉不同企业的最佳生产管理实践。
◉ MES生产调度任务模型(序)
◉ MES生产调度功能设计和实现(1)
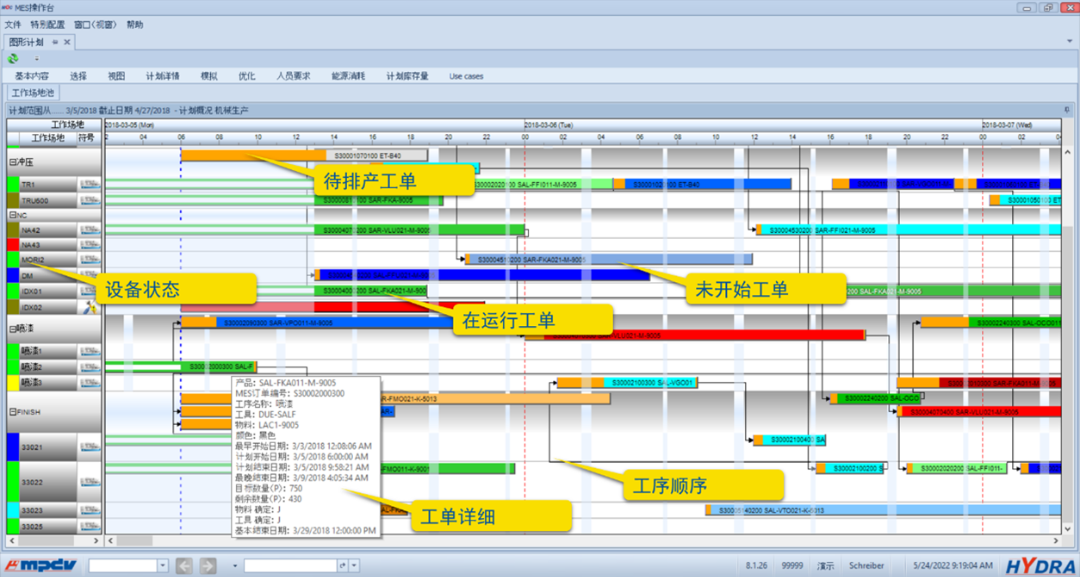
以甘特图为呈现形式的计划面板是生产控制的核心信息呈现和生产调度工具。在数字化工厂时代,计划员无需下车间巡线而耗费大量的时间,可以通过计划面板直观了解车间的生产实况及时作出计划和调整。车间的生产实况来自另一个MES任务“工单管理”的车间报工结果。甘特图中以进度条的方式显示工序,如图5所示。所有的工单,来自ERP的生产工单,也包括维修工单,分三个状态:待排产、在运行和未开始。每个工单都用条形的长度表示工单的作业时间。在MES任务“工单管理”中描述了工序的时间模型。工序的计划作业时间分三部分:计划设置时间、计划加工时间和计划下线时间。其中计划加工时间由系统基于工单数量和理论节拍计算。假设“冲压”工序的理论节拍是1分钟5件,则生产100件的时间是20分钟。
根据职责域设置,计划员可以看到所负责区域的生产实况,比如只看到冲压车间或看到整个工厂。计划员可以看到所负责区域的实况包括:
◉ 当前设备上正在运行哪个工单,正在运行的工单还有多少剩余数量或预计何时完成
◉ 已经有哪些工单已经安排到设备上了,工单所需的工具和物料是否已经准备好
系统通过设置,使用不同的颜色和标记表示不同的状态,方便计划员更直观了解现场细节,比如:
◉ 每个进度条用不同颜色显示所需的设置时间和加工时间分别是多少
◉ 用特定符号(比如工具)表示设备处于维修,在这段时间内不能安排生产
◉ 用特定符号(比如图钉)表示这个工单必须在这个固定时间段内生产
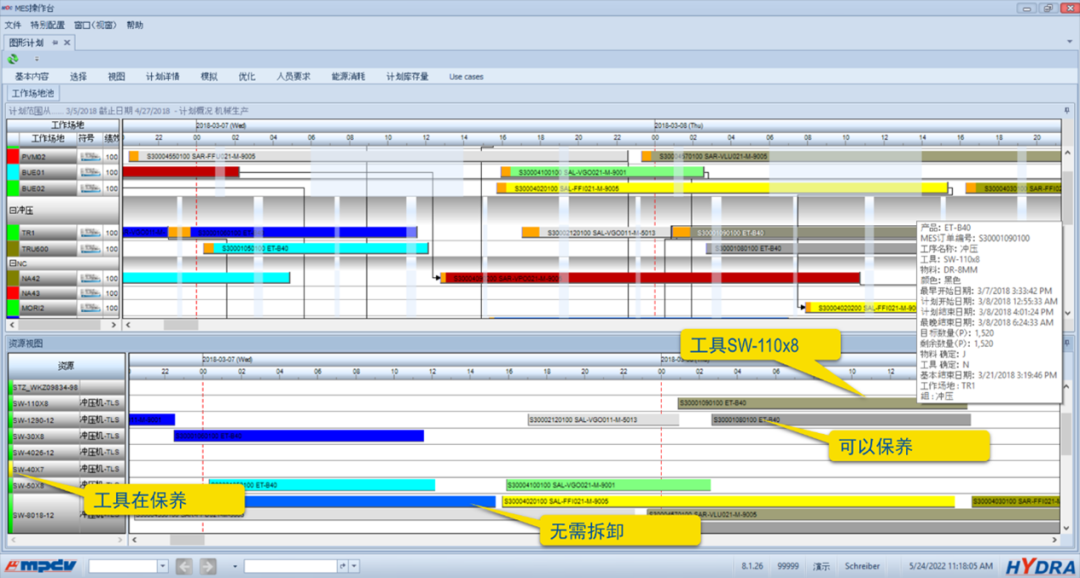
在MES任务“工单管理”的工艺模型中建立了工序与资源以及物料的关系,因此当生产计划安排到生产设备上后,相应的资源准备计划和物料准备计划也同步产生。负责工具准备的工程师在计划面板上可以了解什么时候应该将什么工具准备好,并且运送到哪台设备,以确保生产不会因为资源准备不足而导致停顿。
图6所示,根据排产结果,产品ET-B40的冲压工序S30001090100在3月8日12:55安排在冲压设备TR1上生产,要求使用工具SW-110×8,工具还未准备好,工具使用的结束时间为3月8日下午4点。在3月14日上午7:12分将在另一台设备TRU600上使用,用以生产工单S30001170100。这就给工具人员一个提示,如果在3月8日下午4点完成工单后,若无新的任务下达到设备TR1且使用这个工具,则可以将工具从设备上拆下来并移动到TRU600的模具准备区。此时,工程师可以看到模具SW-1290-12在3月8日用完后在至少3周内不被使用,则可以马上检查有没有到期的保养任务,可以利用这个时间段抽空完成。按照当前排产计划,工具SW-8018-12从3月7日开始被连续在设备PVM02上使用,完成5个工单直至3月22日。这意味着这段时间无需拆卸工具。
在工具准备计划中,工程师不仅可以知道当前工具在哪些机台被使用,未来会被安排到哪儿,这样工程师就会有序安排从哪些机台上拆卸工具并且运送到哪而,大大降低装卸和物流成本。也通过不同颜色了解工具的状态。比如可以知道哪些工具是处于良好状态,哪些工具正在保养,哪些工具受损需要维修。这样工具维修人员能够通过生产需要,及时将工具维护或修理好,确保在生产前,所需的工具处于良好的工作状态。
未完待续……欢迎关注公众号【数字化企业】查看后续精彩专业内容。
( ̄▽ ̄)"本网站为公益网站,部分内容来源于网络,如侵犯到您的权益,请留言联系站长删除!