导读
INTRODUCTION
作者:MPDV中国曹海勇博士原创。曹海勇,同济大学工学博士,中国首批中德合作培养研究生。毕业后加入西门子德国,参与西门子德国安倍格工厂MES项目,2011年协助MPDV总部进入中国市场。深耕MES领域20余年,有着丰富的行业经验,拜访全球超过900家不同行业的制造企业,非常熟悉不同企业的最佳生产管理实践。
MES工单管理的“生产执行”是办公室与车间信息交互的枢纽。工人通过车间终端(比如安装在机台旁的固定式工业级触摸屏或移动设备)获得管理层下达的生产任务(设备什么时候执行哪个生产任务)并在生产过程中汇报生产进展:工单的开始、结束和中断;人员报工的良品或次品数量,包括次品的原因,以及设备的生产、设置换刀等加工状态等实时信息。
如图14显示了典型的车间终端的实例。左侧可以一目了然看到关于机台60610的信息,当前是正常生产状态,该设备当班次内的产量有良品87,511件,以及最下方清晰的仪表盘显示了60610这台设备的整机效率接近80%。
中间部分则是关于操作工执行任务的区域。在60610这台设备上,当前已排产未开工工单任务有3个,正在执行的工序是S61003010100,目标生产70,000件,已经完成45,252件。操作工通过简单的“登录”“中断”“注销”等按钮,便可以将自己在车间执行生产任务的活动记录下来,并且操作工对工单开始/结束和报工数量的信息也可以及时地反馈到生产管理人员那里。
同理最右侧显示的便是当前正在操作60610这台机器执行生产任务的操作工信息,Merier通过登录工单时,便可以记录自己的工号。
 图14:工人在车间终端上查看生产概况
图14:工人在车间终端上查看生产概况
客户在没有使用MES之前,大体上车间人均纸张用量每年37公斤。现在这些车间文件(工单、流程卡、标签、图纸、设置表等)都已经在车间终端以电子化方式呈现,实现少纸化生产。
当工单由计划员下达到设备上后,工序相关的详细信息(物料清单、工具清单、车间文件)都同步下达到车间终端,保证工人始终能得到最新状态的信息。如下图15所示,车间终端上,可以选择查看任何一条工单的详细信息。S6100301工单所需的物料包括GRO299-D和COL-7033,需要使用3个辅助生产工具,调用的NC程序是DNC-L-FMO011,有2份作业指导书。
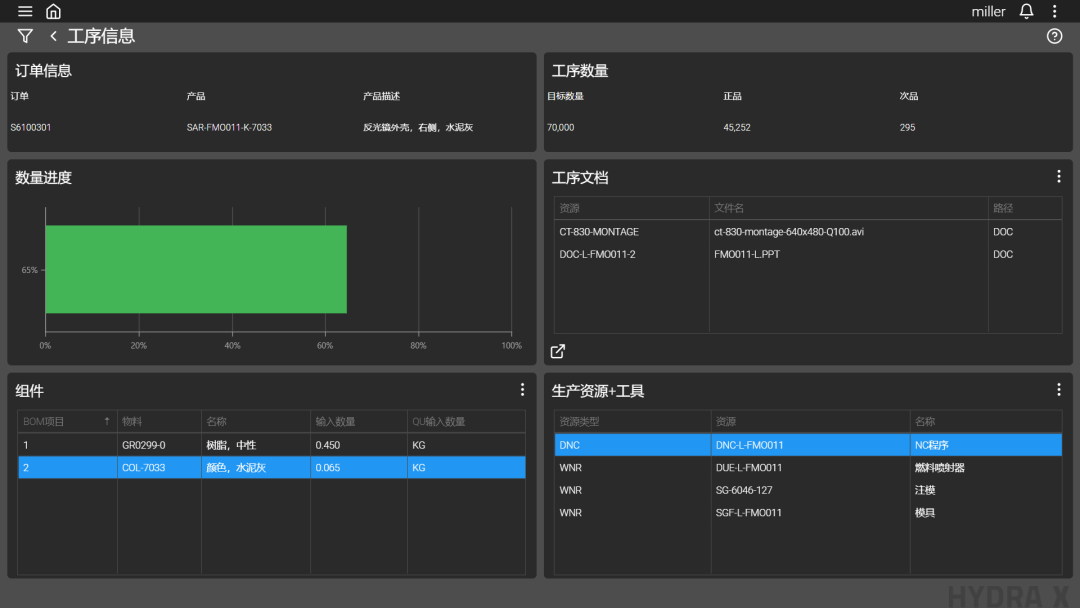 图15:工人在车间终端上查看工序详细信息
图15:工人在车间终端上查看工序详细信息
考虑加工车间和装配车间的工作复杂程度不一致,配置了不同的得工作模式。装配车间工人从图14所示的工序任务列表中选择工序后登录工序开始生产作业。加工车间的操作工人扫描纸质工单上的条码后登录工单,然后登录工号,如图16左图所示。
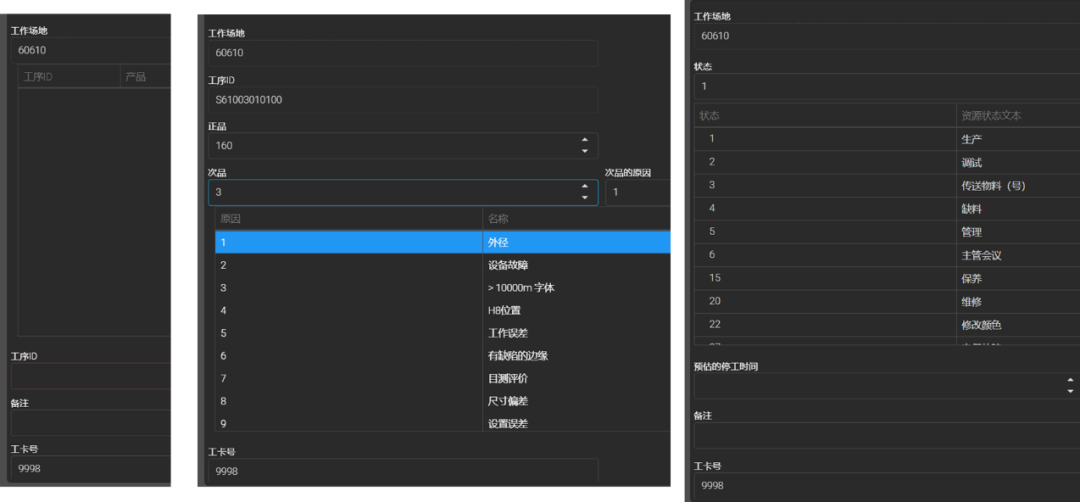 图16:工人使用车间终端采集工单数据
图16:工人使用车间终端采集工单数据
由于设置了压铸件最小转交批次为160件,每产出160件良品时需要进行一次部分报工。此时,班长需要过来做检查,剔除不良品。在部分报工时需要班长记录产品不良原因,如图16中图,为后续的生产评估提供依据。
管理层为分析工单时间,需要工人采集在实际生产中导致生产中断的几个主要原因,要求停产时间超过5分钟的必须分配原因。因此,在车间终端提供了工位状态列表。当出现实际停机事件时,工人可以扫描贴在机台上的停机代码或直接在列表中选择。